

Toy UFO
Injection Molded Product Development
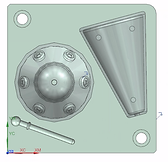
A five-part injection-molded UFO toy designed from concept to mass production. Led end-to-end development including product design, mold design, CNC manufacturing, injection molding, assembly strategy, and metrology validation — with a focus on manufacturability, tolerance control, and scalable production.

Skills:
Mechanical Product Design
Design for Assembly (DFA)
Design for Manufacturing (DFM)
Injection Mold & Tooling Design
Metrology & Quality Control
Leadership & Technical Project Management
Siemens NX (3D Modeling & Assemblies)
NX CAM Programming
CNC Machining (Aluminum Tooling)
Press-Fit Design (Pins & Holes)
GD&T & Tolerance Stack Analysis
Process
As project lead, I delegated tasks, trained teammates, and oversaw each stage from CAD to final inspection.
Product Design
Designed a five-part UFO toy optimized for assembly and manufacturability:
-
Two-part upper ship housing
-
Two-part tractor beam with press-fit pin-and-hole alignment
-
Central structural/aesthetic pin connecting ship and beam


Digital Development (NX)
Modeled all components and assemblies in Siemens NX, ensuring proper fit, draft angles, wall thickness, and shrinkage allowances.








Mold Design
Designed aluminum molds directly from part geometry, prioritizing:
-
Two-part mold simplicity
-
No complex undercuts
-
CNC-friendly geometries
-
Efficient gating and ejection strategies




CAM & CNC Manufacturing
Generated toolpaths in NX CAM and machined molds from aluminum blanks using CNC equipment.
Injection Molding
Produced plastic parts using the manufactured molds, validating injectability and cycle reliability.
Quality Control & Metrology
Conducted dimensional inspection and tolerance verification to confirm proper press fits and final assembly consistency.

Standard Control Chart for the measured values of the bottom half of the UFO.
Design Considerations & Engineering Decisions
Manufacturability
The geometry was intentionally simplified to avoid:
-
Undercuts requiring side actions
-
Speacialty tooling or mold features such as pins or lifters
-
Long machining cycle times
This reduced tooling cost, machining complexity, and potential production failure points.
Injection Molding Optimization
The design accounted for:
-
Proper draft angles for part ejection
-
Shrinkage compensation
-
Uniform wall thickness to reduce sink and warpage
-
Reliable mold filling to minimize scrap rate
Designing for consistent injectability improved production yield and scalability.
Mass Production Strategy
A simple two-part mold architecture:
-
Reduced tooling cost
-
Shortened cycle times
-
Lowered maintenance complexity
-
Increased long-term scalability
By prioritizing mold simplicity and robust fits, the design supports efficient, high-volume manufacturing with consistent part quality.
Tolerancing & GD&T
GD&T principles were applied to critical mating features:
-
Positional tolerances on pin-and-hole interfaces
-
Controlled press-fit allowances
-
Consideration of machine variability and shrink rates
Tolerance stack-up analysis ensured repeatable assembly across large production volumes.

